正航儀器整理數控工具幾何精度檢驗4
一、檢驗項目
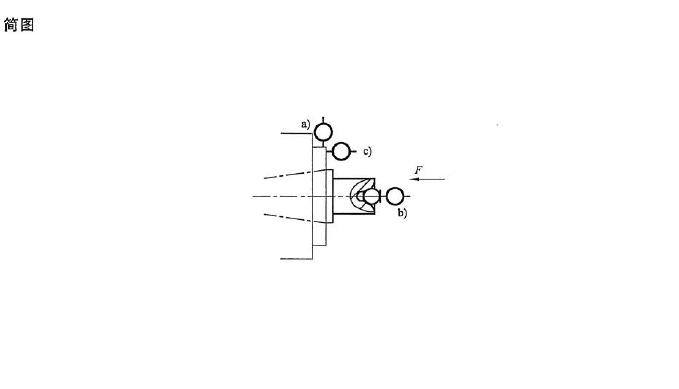
水平主軸端部:
a) 主軸定心軸頸的徑向跳動〈用于有定心軸頸的機床) ;
b) 周期性軸向竄動;
C) 主軸軸肩支承面的跳動
 二、允差
二、允差
1、普通級 a) 0.010 ; b) 0.010 ; c) 0.015
2、精密級 a) 0.006; b) 0.006 ; C) 0.010
三、檢驗工具
指示器、專用檢驗棒
檢驗方法〔按GB/T 1742 1. 1-1998 中a) 5.6. 1. 2. 2 ,b)5. 6. 2. 2. 1 , 5. 6. 2. 2. 2,c)5. 6. 3. 2J
固定指示器,使其測頭觸及:a) 主軸定心軸頸表面; b) 插人主軸錐孔中的專用檢驗棒端面中心處的鋼球表面;c) 主軸軸肩支承面靠近邊緣處。旋轉主軸檢驗。
a) 、b) 、c) 誤差分別計算。
誤差以指示器讀數的差值計。
b) 、c) 項檢驗時,應沿主軸軸線加一由制造廠規定的力F(對已消除軸向游隙的主軸,可不加力)
四、檢驗項目
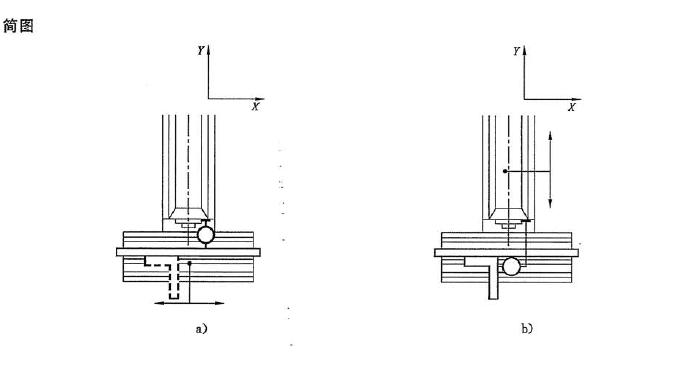
水平主軸錐孔軸線的徑向跳動z
a) 靠近主軸端面;
b) 距主軸端面300 mm 處

拔出檢驗棒,相對主軸旋轉900 , 重新插入主軸錐孔中,依次重復檢驗3 次。
a) 、b) 誤差分別計算。
誤差以4 次測量結果的算術平均值計。
在垂直(YZ) 平面和水平(XY)面內均應檢驗
五、檢驗項目
水平主軸座橫向(Y 軸線〉移動對水平〈、數控回轉)工作臺縱向(X 軸線〉移動的垂
直度。
 六、允差
六、允差
普通級
0.020/300
精密級
0.012/300
七、檢驗工具
指示器、角尺、平尺
檢驗方法(按GB/T 1742 1. 1-1998 中5.5.2.2.4)
水平(、數控回轉)工作臺置于其橫、垂·向行程的中間位置。
a) 將平尺放在工作臺面上,調整平尺,使其檢驗面和工作臺縱向移動平行。角尺放在工作臺面上,使其一檢驗面緊靠平尺。然后使工作臺置于縱向行程的中間位置。
b) 固定指示器,使其測頭觸及角尺的另一檢驗面。移動水平主軸座在全行程上檢驗。
誤差以指示器讀數的差值計



 掃一掃加客服微信
掃一掃加客服微信
 移動端,掃掃更精彩
移動端,掃掃更精彩